FAG深沟球轴承 16034 轴承尺寸
FAG深沟球轴承 16034 轴承尺寸

FAG深沟球轴承有单列和双列设计。
单列FAG深沟球轴承特别适用于以下场合:
- 需要高和非常高的速度
- FAG轴承装置必须在极低的摩擦下运行
- 要求极低的运行噪音,不降低FAG轴承的转速、承载能力和运行寿命(C代)
- 对FAG轴承的密封有很高的要求,而不增加热量的产生或限制速度(C代)
- FAG轴承位置的设计要特别经济
此款FAG轴承带有冲压钢板保持架

FAG深沟球轴承 16034 主要尺寸和性能数据
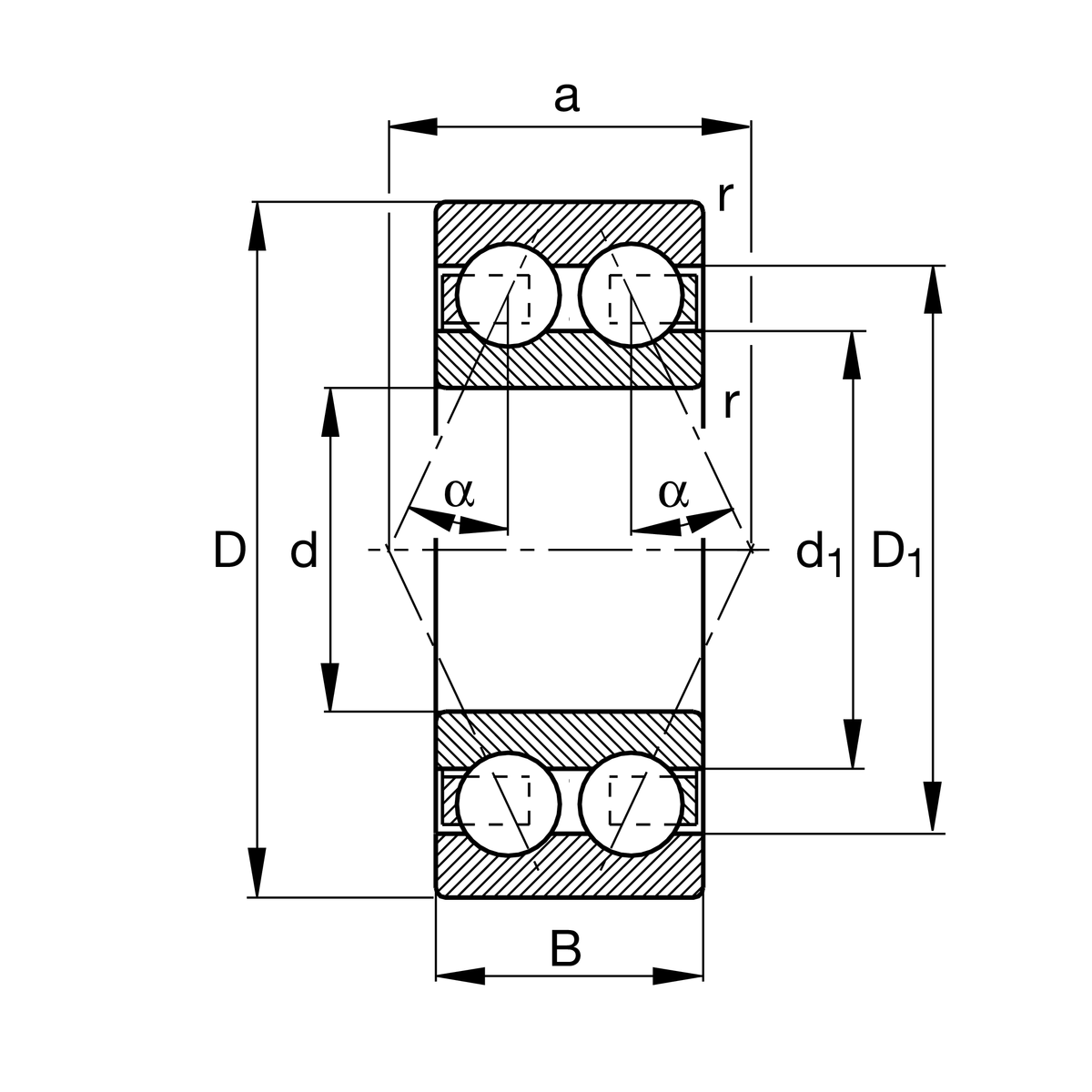
| d | 170 mm | 内径 |
| D | 260 mm | 外径 |
| B | 28 mm | 宽度 |
| Cr | 131,000 N | 基本额定动载荷, 径向 |
| C0r | 136,000 N | 基本额定静载荷,径向 |
| Cur | 5,600 N | 疲劳极限载荷, 径向 |
| nG | 3,500 1/min | 极限转速 |
| nϑr | 2,850 1/min | 参考转速 |
| ≈m | 5.15 kg | 重量 |
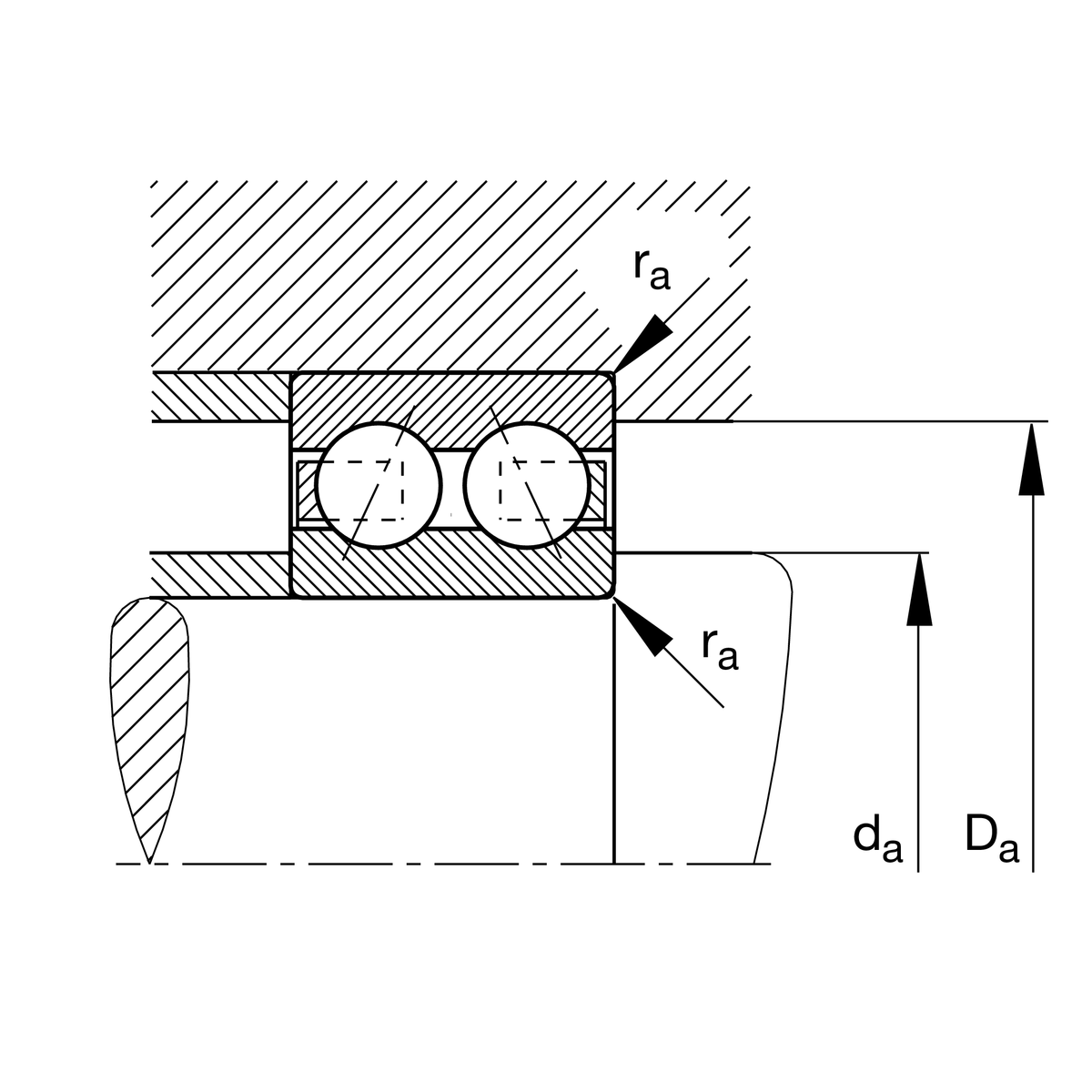
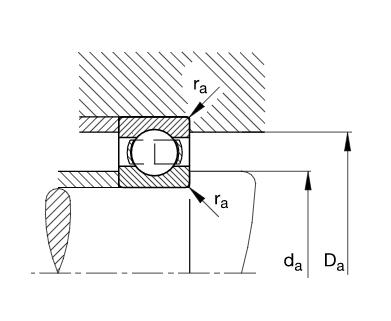
FAG深沟球轴承 16034 安装尺寸
| da min | 177 mm | 轴挡肩最小直径 |
| Da max | 253 mm | 轴承座挡肩最大直径 |
| ra max | 1.5 mm | 最大凹穴半径 |
FAG深沟球轴承 16034 尺寸
| rmin | 1.5 mm | 最小倒角尺寸 |
| D1 | 228.6 mm | 内圈档边直径 |
| d1 | 202.3 mm | Shoulder diameter inner ring |
FAG深沟球轴承 16034 温度范围
| Tmin | -30 °C | 最低工作温度 |
| Tmax | 200 °C | 最高工作温度 |
FAG深沟球轴承 16034 计算因素
| f0 | 16.5 | 计算系数 |